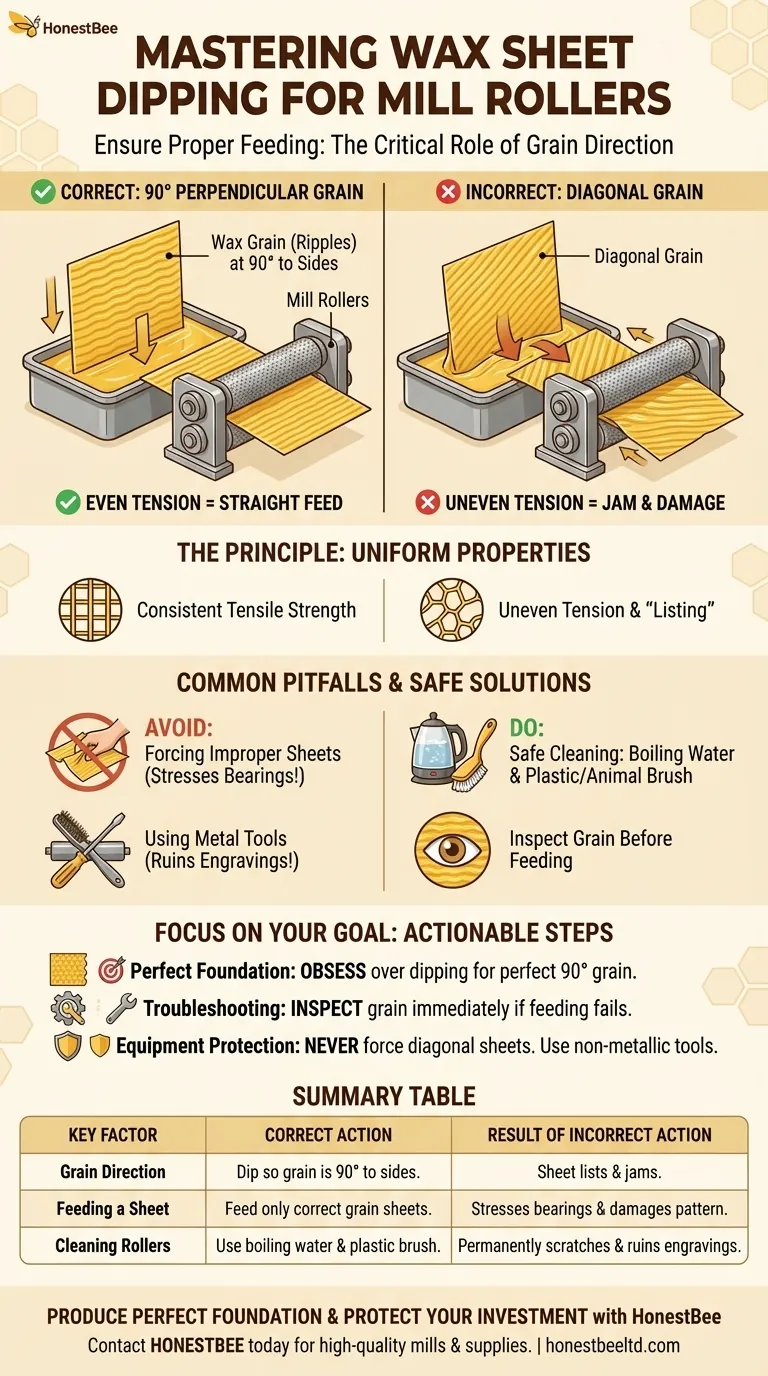
밀 롤러를 통해 적절하게 공급되도록 하려면, 밀랍 시트는 물결이나 파도처럼 보이는 결이 측면과 완벽하게 수직(90도)이 되도록 담가야 합니다. 이 결이 대각선으로 흐르면 잘못된 담금 기술을 나타내며, 이는 시트가 롤러를 통해 똑바로 공급되지 못하는 주된 원인입니다.
밀랍 결의 방향은 사소한 세부 사항이 아닙니다. 시트가 똑바로 공급될지 밀에서 걸릴지를 결정하는 근본적인 요소입니다. 대각선 결은 기초 밀링 실패의 가장 흔하고 예방 가능한 원인입니다.
원리: 결 방향이 중요한 이유
기초 밀의 정밀한 기하학적 구조는 밀랍 시트가 너비 전체에 걸쳐 균일한 특성을 갖도록 요구합니다. 결 방향은 시트의 구조적 무결성과 엠보싱 롤러의 압력 하에서 시트가 어떻게 거동하는지를 결정합니다.
밀랍 결 이해하기
완성된 밀랍 시트에서 보이는 "물결" 또는 "파도"는 밀랍이 담금판 위에서 흐르고 냉각된 방식을 시각적으로 나타냅니다. 이 결은 밀랍의 내부 구조 방향을 나타냅니다.
90도 결이 작동하는 방식
결이 측면과 완벽하게 90도 각도를 이룰 때, 시트는 전체 너비에 걸쳐 일관된 인장 강도를 갖습니다. 롤러가 시트를 당길 때, 균일한 압력을 가하여 똑바로 곧게 공급되도록 합니다.
대각선 결의 문제점
대각선 결은 불균일한 장력을 만듭니다. 시트의 한쪽 면이 다른 쪽 면과 구조적으로 다릅니다. 롤러가 시트를 잡을 때, 한쪽 면이 더 늘어나거나 압축되어 시트가 옆으로 "기울어지거나" "걸어 다니게" 되어 걸림을 유발합니다.

피해야 할 일반적인 함정
목표에 대한 명확한 이해가 있더라도 실수는 발생할 수 있습니다. 이러한 일반적인 문제를 인식하는 것이 장비를 보호하고 고품질 기초를 생산하는 데 중요합니다.
부적절한 시트를 억지로 밀기
기울어지는 시트를 밀을 통해 수동으로 안내하려고 유혹될 수 있습니다. 이것은 거의 효과가 없으며 롤러 베어링과 섬세한 각인 패턴에 엄청난 스트레스를 줍니다.
롤러에 밀랍이 쌓이는 현상
시트가 걸리면 밀랍이 달라붙어 밀 롤러에 쌓일 수 있습니다. 이 축적은 후속 모든 시트의 셀 패턴을 망치고 향후 걸림을 더 자주 유발할 수 있습니다.
안전한 롤러 청소
달라붙은 밀랍을 제거하려면, 끓는 물을 롤러 위에 부어 부드럽게 만드십시오. 그런 다음, 플라스틱 또는 동물 털 솔만을 사용하여 밀랍을 부드럽게 닦아내십시오.
철 브러시, 드라이버 또는 금속 도구를 절대 사용하지 마십시오. 롤러는 일반적으로 연한 금속으로 만들어지며, 금속 도구는 육각형 셀 각인을 영구적으로 긁고 손상시킵니다.
목표에 맞는 올바른 선택하기
완벽한 밀랍 시트를 만드는 것은 올바른 세부 사항에 집중하는 문제입니다. 귀하의 접근 방식은 주요 목표에 따라 안내되어야 합니다.
- 완벽한 기초 생산에 중점을 둔다면: 밀랍 결이 항상 시트 가장자리에 대해 90도 각도를 이루도록 담금 과정에 집중하십시오.
- 공급 문제 해결에 중점을 둔다면: 즉시 밀랍 시트의 결을 검사하십시오. 대각선 패턴은 똑바로 공급되지 않는 모든 시트의 가장 가능성 있는 원인입니다.
- 장비 보호에 중점을 둔다면: 대각선 결이 있는 시트를 밀을 통해 억지로 밀지 말고, 쌓인 밀랍을 청소할 때는 항상 비금속 도구를 사용하십시오.
일관되고 곧은 담금 기술을 숙달하는 것은 완벽한 밀랍 기초를 만드는 데 필수적인 기술입니다.
요약표:
| 핵심 요소 | 올바른 조치 | 잘못된 조치의 결과 |
|---|---|---|
| 결 방향 | 결이 측면에 수직(90°)이 되도록 시트를 담급니다. | 시트가 옆으로 기울어져 밀에서 걸림을 유발합니다. |
| 시트 공급 | 올바른 결을 가진 시트만 공급합니다. | 시트를 억지로 밀면 롤러 베어링에 스트레스를 주고 패턴을 손상시킵니다. |
| 롤러 청소 | 끓는 물과 플라스틱/동물 털 브러시를 사용합니다. | 금속 도구를 사용하면 셀 각인이 영구적으로 긁히고 손상됩니다. |
완벽한 기초를 생산하고 투자를 보호하십시오
원활하게 공급되는 밀랍 시트를 일관되게 만드는 것은 효율적인 기초 생산에 필수적입니다. HONESTBEE에서는 상업용 양봉장 및 양봉 장비 유통업체에 안정적이고 대량 운영에 필요한 고품질의 내구성 있는 기초 밀 및 용품을 공급합니다.
짜증나는 걸림과 손상된 장비 처리를 중단하십시오. 저희 전문가들이 성공을 위한 올바른 도구와 지식을 제공하도록 하십시오.
지금 HONESTBEE에 연락하여 도매 요구 사항에 대해 논의하고 귀하의 밀링 프로세스가 완벽한지 확인하십시오.
시각적 가이드
관련 제품
- 왁스 가공용 작동 트레이가 있는 전기 밀랍 플랫 시트 기계
- 밀랍 기계 프레스 엠보서 왁스 파운데이션 몰드 프린터 벌집 장비 제작 시트
- 밀랍 가공용 수동 밀랍 플랫 시트 기계
- 밀랍 파운데이션 시트 벌집 파운데이션 도매용
- 수동 밀랍 빗 파운데이션 기계 왁스 파운데이션 밀 엠보싱 기계










